| GTIN/EAN |
8424448108111
|
| Número de artículo |
10811
|
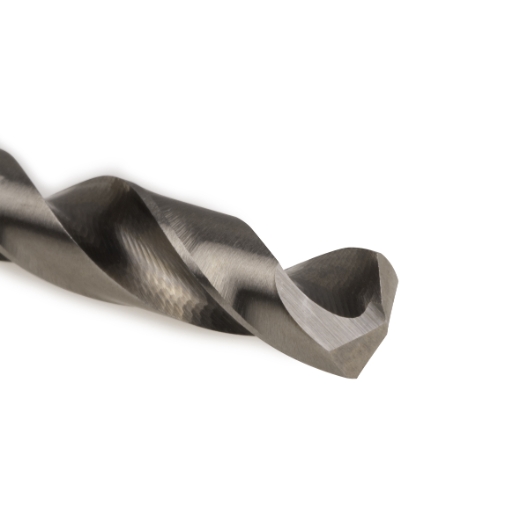
| Diametro Corte |
6,00 mm
|
| Diametro mango |
6,00 mm
|
| Longitud corte |
57,00 mm
|
| Longitud total |
93,00 mm
|
| DIN |
338
|
| Tipo din |
N
|
| Material fabricacion herramienta |
HSS
|
| Recubrimiento |
Sin recubrimiento
|
| Angulo punta |
130º
|
| Aplicacion alternativa |
N.3, N.4, N.5
|
| Aplicacion recomendada |
P.2, K.1, K.2
|
| Grupo materiales trabajo |
Aceros construcción / carbono (<250 HB / <850 N/mm2), Al-Mg no aleado (<100 HB / <350 N/mm2), Aleaciones Al-Mg Si > 10% (<180 HB / <600 N/mm2)
|
| Material especifico trabajo |
Aceros construcción / carbono (<250 HB / <850 N/mm2), Al-Mg no aleado (<100 HB / <350 N/mm2), Aleaciones Al-Mg Si > 10% (<180 HB / <600 N/mm2), Aleaciones Al-Mg Si < 10% (<180 HB / <600 N/mm2), Chapa, Fundición (200-300 HB / 700-1000 N/mm2), Fundición (<200 HB / <700 N/mm2)
|
| Operación |
Taladrado
|
| Herramienta |
Broca
|
| Tipo afilado |
Split Point DIN 1412 C ≥ 2 mm
|
| Tipo envasado |
Caja Plástico Olatu
|
| Tipo herramienta |
Broca
|
| Serie |
Corta
|
| Tipo mango |
Cilíndrico
|
| Tolerancia diametro corte |
h8
|
| Peso bruto |
15,05 g
|
| Acabado herramienta |
Bright Finish
|
| Alto envasado |
99,00 mm
|
| Alto envase completo |
99,00 mm
|
| Ancho envasado |
12,00 mm
|
| Fondo envasado |
17,00 mm
|
| Peso envasado |
150,50 g
|
| Material a mecanizar |
K.1 - Fundición Gris <700 N/mm², K.2 - Fundición Nodular >700<1000 N/mm², N.3 - Al - Mg No Aleado <350 N/mm², N.4 - Aleaciones Al Si<10% <600 N/mm², N.5 - Aleaciones Al Si >10% <600 N/mm², P.1 - Aceros <850 N/mm²
|
| Material fabricación herramienta |
HSS
|
| Refrigeración interior |
No
|